ホワイト ペーパー
状態監視用の広帯域幅加速度計
はじめに
装置状態監視と予知保全は、不具合や摩耗の兆候を示す振動スペクトルの変化を早期に検出することを拠り所としています。市場トレンドにより、監視対象となるシステムがますます大量生産化・小型化の道を歩んでいる現在、要求される信号帯域幅も増加しています。今では、状態監視用の加速度計を装置に直接埋め込むことも可能になりました。このホワイト ペーパーでは、広帯域幅監視の要件と故障の発生源について解説し、不具合状態のシミュレーションや実験結果を示します。

大きな電気モータによって駆動するほとんどの機械では、入力ドライブが 900 ~ 3,600 rpm (15 ~ 60 Hz) の速度で稼働しています。この基本周波数は、比較的帯域幅の低い加速度計を使用して簡単に監視できますが、この信号からわかるのは「機械のバランスが悪い」といった程度のことだけです。
転動体ベアリングは、装置故障の一般的な原因です。ベアリングに不具合が生じ始めたとき、故障の初期段階で発生する振動レベルは非常に小さく、その他の振動源からの振動によってかき消される可能性があります。周波数領域解析は、時間領域では隠れてしまう小さな信号を明らかにするために役立ちます。ベアリングの特性周波数は一般に運転速度より数倍高く (ボールの数の約 50% × 運転速度)、装置が良好な状態にあるときでさえ存在する場合があります。ベアリングの不具合はインパルス的になる傾向があり、特性周波数の間隔を置いて一連の高調波が生成され、それが非常に高い周波数にまで及びます。
ギアも運転速度/周波数の数倍の振動を生み出す元となりますが、ギアボックスの解析はかなり複雑です。基本的なギアメッシュ周波数は、歯の数と運転速度 (Hz 単位) を乗算することで算出できます。この周波数のサイドバンドまたは高調波の大きさは、さまざまな不具合の始まりまたは深刻さを示します。ギアは独自の固有周波数も持っており、これがインパルス的な不具合または高い周波数での強い振動によって増幅される場合があります。
ブレードと羽根も、たとえ状態が良好であっても、運転速度の倍数で振動を生み出します。ブレードの通過周波数は、ブレードの数と運転速度を乗算することで算出できます。ブレードが欠けていると、ブレード通過周波数の高調波が多数発生します (さらに、動作周波数の 1 倍でアンバランスが増加します)。
また、機械的なゆるみも、運転速度の高調波が多数スペクトルに現れる原因となります。一般的に、ゆるみは不連続な動きや動きの断絶をもたらし、位置の突然の変化 (変位) は高レベルの加速度を発生させます。
広帯域幅シミュレーション
機械的不連続の一般的な性質を可視化するため、以下に数値シミュレーションを示します。機械部分の公称変位は、周波数 50 Hz で ±5 mm であると仮定します。不連続をシミュレーションするため、変位を正の変位部分のみ (4.98 mm) でクリップしました。下の図はその部分を拡大したものです。
図 1. クリップされた変位曲線

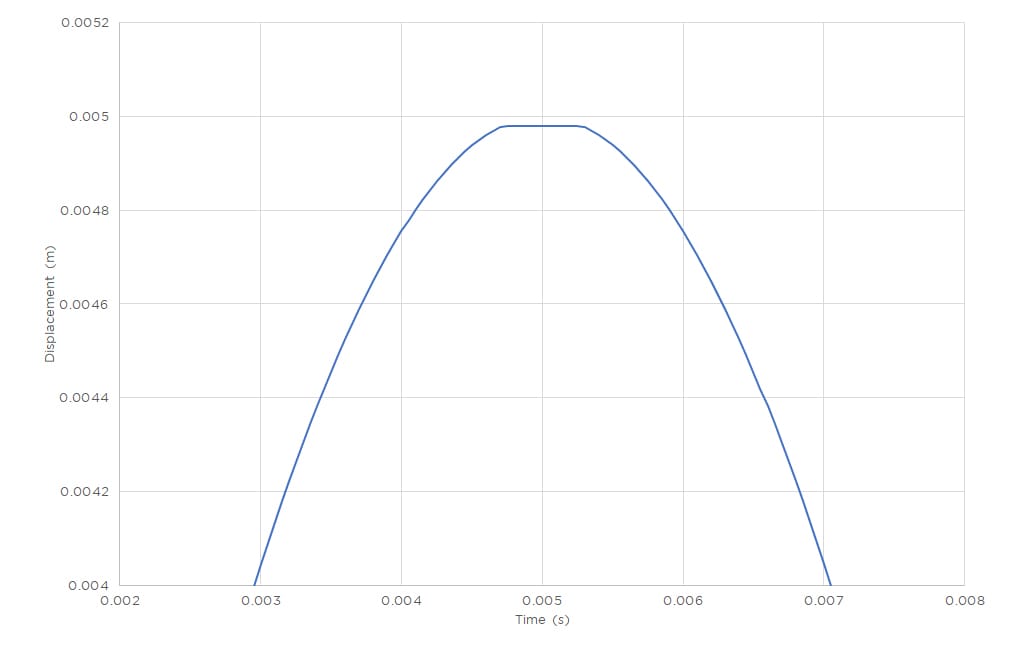
図 2. クリップされた変位曲線の一部の拡大
これに対応する加速度プロットは、基となる正弦波加速度成分を示します。その範囲は ±50.3 g ですが、機械的クリッピングの開始時と終了時にインパルスが発生しています (ピークは -237 g)。
図 3. クリップされた変位曲線に対応する加速度曲線
次に、対応する FFT の結果を示します。上の図は帯域幅全体、下の図は最初の 2 kHz の部分を拡大したものです。
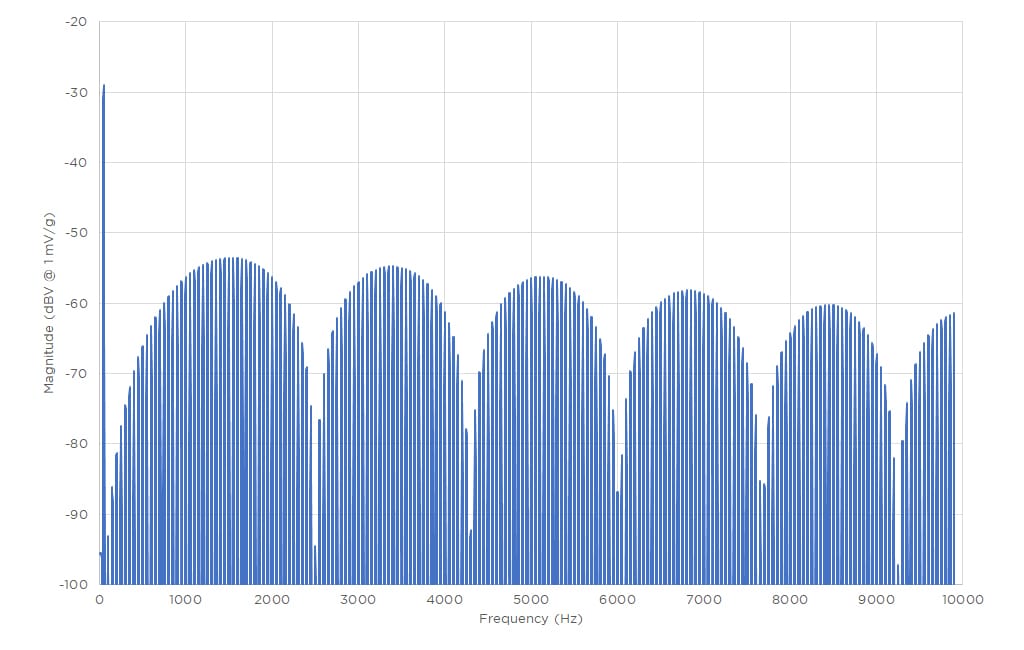
図 4. 帯域幅全体の FFT の結果
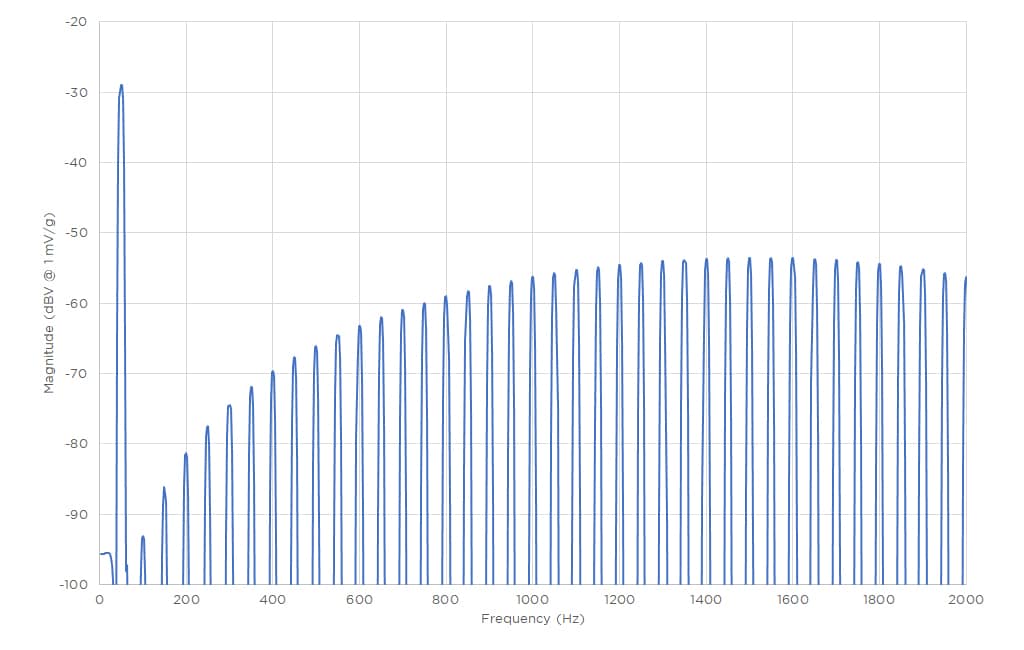
図 5. 高調波構造を示す FFT の拡大図
0.020 mm の「不具合」は、広い帯域幅全体にわたり、運転速度の密集した一連の高調波という形で大きな信号エネルギをもたらしました。このシミュレーションでは、10 kHz 時点のエネルギの大きさは 1,500 Hz 付近のレベルよりほんの数 dB 低いだけであり、信号エネルギは 10 kHz を超えた後も十分に持続すると考えられます。
では、センシング デバイス (加速度計) の帯域幅を制限するとどうなるでしょうか。下のシミュレーションでは、同じデータに対して 5 kHz のデジタル ローパス フィルタを適用しました。
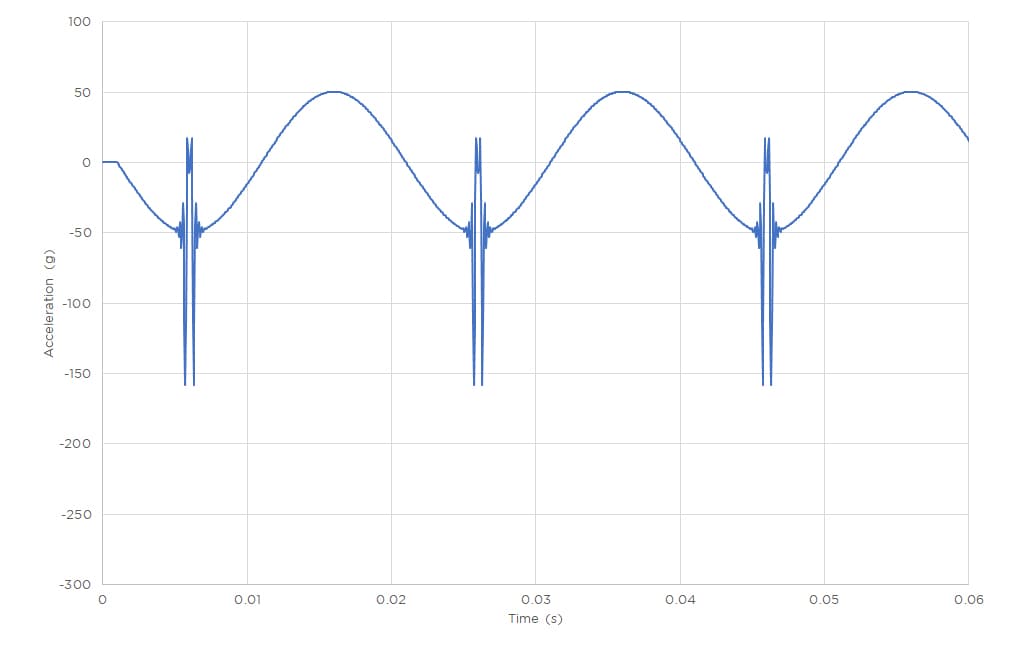
図 6. 帯域幅を制限した場合の加速度の結果
この例では、帯域幅を制限した結果、マイナスのピークが -237 g から -158 g に減少しました (3 分の 1 の減少)。
この数値シミュレーションは現実の特定の事例を表すことを意図したものではありませんが、動きの突然の機械的不連続は瞬間的な加速度インパルスを引き起こすという一般原則は当てはまります。このようなインパルスはスペクトル上で広い帯域幅にわたるエネルギを生み出し、センサの帯域幅を制限するとそれらの過渡事象が完全には捕捉されません。
非常に大型でゆっくり回転する構造 (風力タービンなど) でも、複数のステージと多くの歯数を持つギア セットに連結されている場合があります。10 kHz を超える信号エネルギは、正常な運転時にも存在する高い振幅レベルでの低次の振動から十分離れているため、不具合の早期検出に役立ちます。
破損や剥離を引き起こす個々の事象は、非常に広い帯域幅でエネルギを放出する可能性があります (動ひずみ測定は、1 MHz に及ぶ超音波エネルギを示しています)。従来の加速度計ではこのような広い帯域幅を捕捉することは期待できませんが、オーディオ帯域信号は損傷の可能性を示す場合があります。
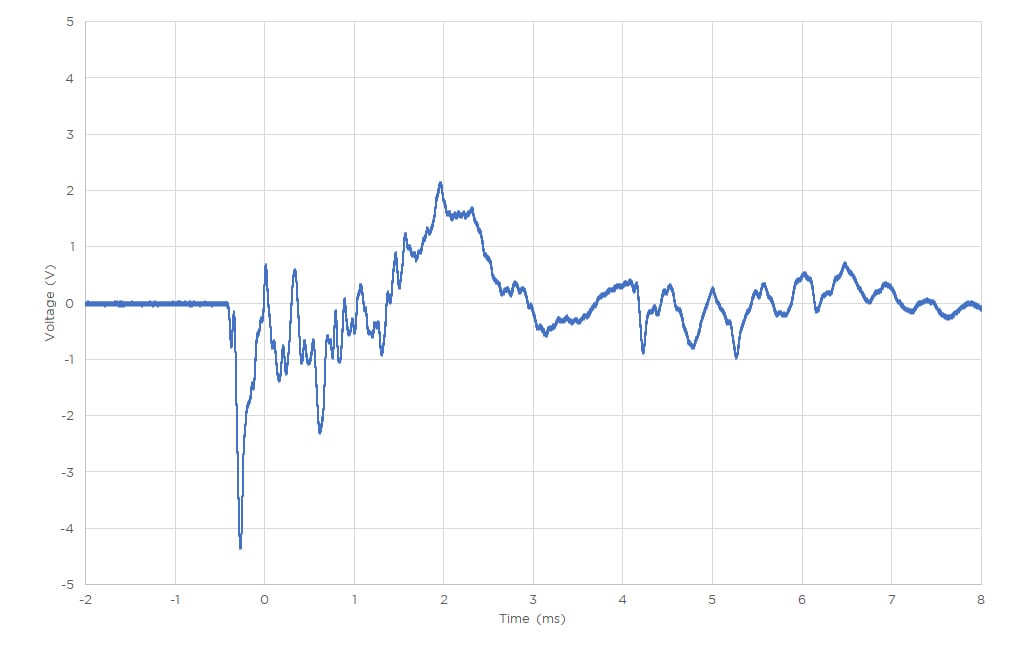
図 7. 金属対ガラス衝突の時間トレース、破損がなかった場合
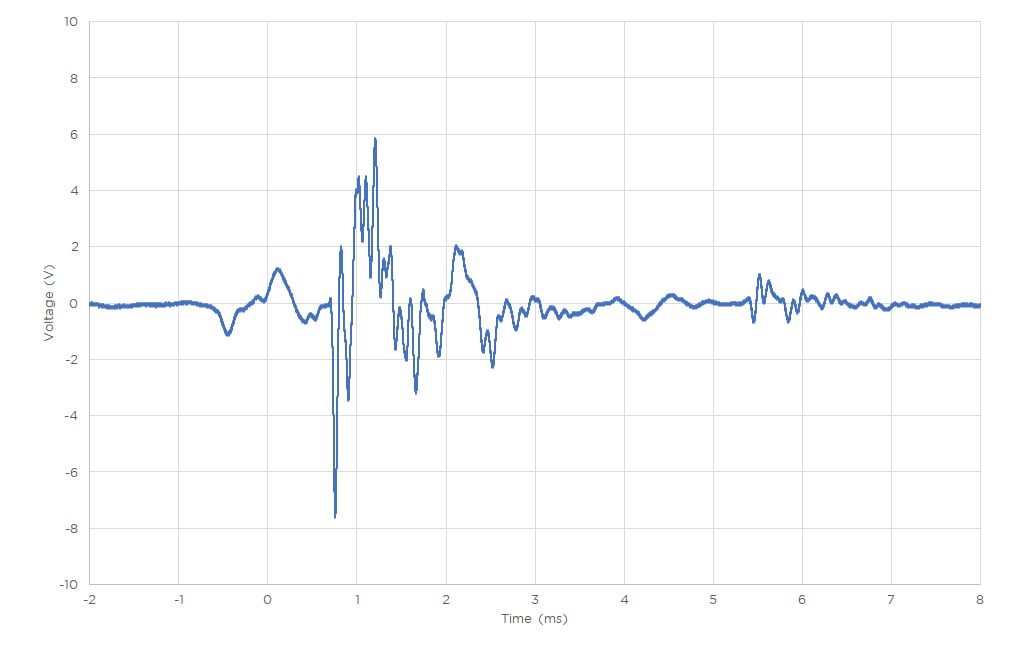
図 8. 金属対ガラス衝突の時間トレース、破損があった場合
上記の 2 つの時間トレースのうち、上側は硬質金属とガラスを衝突させた結果目に見える損傷が認められなかった場合を示し、下側はガラスが (直径 1 mm 未満の範囲内で) 局所的に剥離した場合を示します。次の図は、それぞれのスペクトルを重ね合わせたものです。
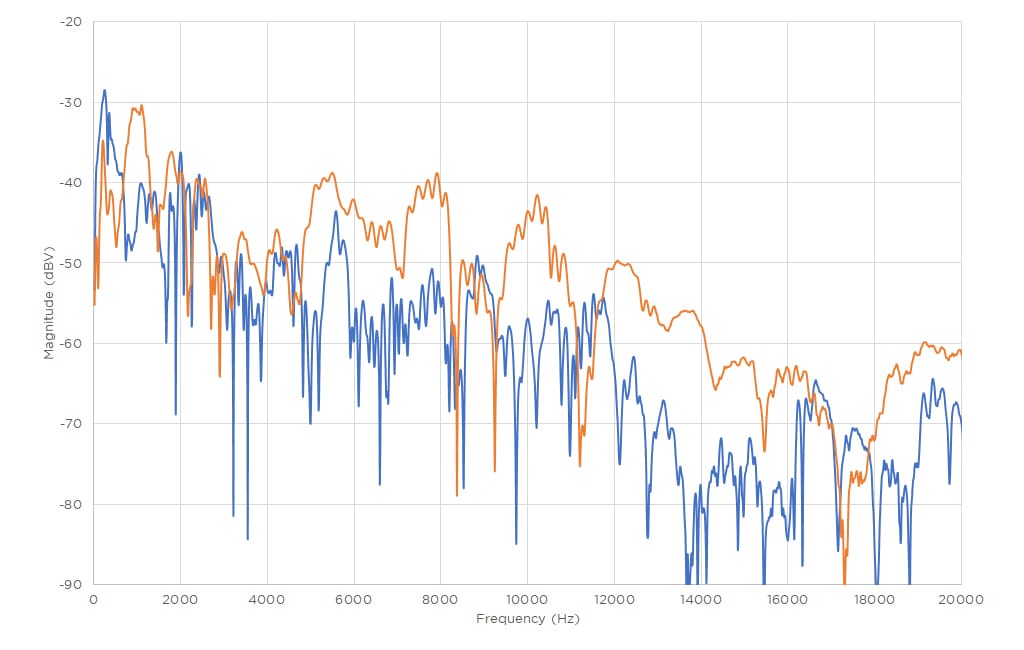
図 9: 破損があった場合となかった場合の FFT の比較
青色の曲線は破損がなかった場合、オレンジ色の曲線は破損があった場合を示します。5 kHz ~ 15 kHz (特に 12 ~ 15 kHz) の範囲では、2 つの曲線が全体的にかなり離れています。
これらは比較的高いエネルギを持つ過渡的 (時限的) な事象ですが、一部の機械摩耗は微視的な破損事象が連続したものとみなすことができます。非常に広い帯域幅にわたって優れた分解能を提供する圧電加速度計は、機械の摩耗に伴う高周波ノイズの早期検出に適したアプローチです。
加速度計技術の比較
容量性 MEMS 加速度計では、あるフィンガ アレイの固定アレイに対する慣性運動が、両アレイ間の静電容量の変化を測定することによって検知されます。通常は、静電容量の変化に応じて (目的の検出帯域幅より十分高い領域で) 周波数が変わります。その後、その周波数を復調することで最終的なアナログ出力が得られます。このデバイスは絶えず励起されるため、通常は消費電力が圧電デバイスよりかなり高くなります。比較的最近まで、容量性 MEMS デバイスは低周波動作に限定されていましたが、現在は帯域幅の高いデバイスも登場しています。
圧電加速度計は、MEMS 技術よりも大幅に高い帯域幅を達成でき、ノイズ特性 (信号分解能) も優れています。センシング素子には一般に圧電セラミック材料 (結晶) が使われ、これに慣性質量によるせん断負荷がかかります。結晶は剛性と電荷感度が高く、状態監視の一般的な検出範囲を達成するために必要な質量は比較的低いことから、共振周波数は少なくとも >30 kHz で、50 kHz を超えるものもあります。そのため、通過帯域は 10 kHz を優に超えます。圧電センシング素子自体は電力を必要とせず、電流要件の非常に低いデバイス内で信号調整 (電荷から電圧への変換) を行うことができます。
このデバイスは連邦通信委員会などの規制当局による承認を得ていません。承認が得られるまで販売やリースあるいは販売やリース向けの提供は行われませんし、行うことはできません。POC 用製品は評価目的にのみ用意されています。
著者
Richard Brown、フィールド アプリケーション エンジニア、TE Connectivity